如何在高张力包装过程中确保钢卷的安全
在钢铁物流领域,高张力钢卷包装线是保护高价值产品运输安全的最后一道防线。我从业二十余年,亲眼目睹过因包装环节疏忽导致的钢卷边缘压扁、表面划伤甚至整卷倾覆的惨痛事故,损失动辄百万。本文将结合国际标准、工程实践和我亲历的案例,深入剖析如何在高张力、高效率的包装作业中,系统性保障钢卷的物理完整性与防锈安全,尤其聚焦冷轧卷、硅钢卷等高精度产品的包装痛点。

确保高张力钢卷包装安全的核心在于实施“三控一防”体系:精确控制包装张力(推荐范围:200-500N,依据钢卷规格动态调整),严控设备对中度(误差≤±1mm),智能监控包装材料延展性(如PE膜断裂伸长率≥500%),并配置多重防倾覆装置(如光电+机械联锁)。通过该体系可降低90%的运输损伤风险,符合ASTM D3951和JIS Z 1535标准要求。
实现这一目标绝非单点突破,而是需要设备、工艺、材料的协同优化。接下来,我将拆解高张力包装过程中的四大关键风险领域及其系统化解决方案,涵盖从设备选型到操作规范的完整链条。
张力精准控制:包装安全的生命线
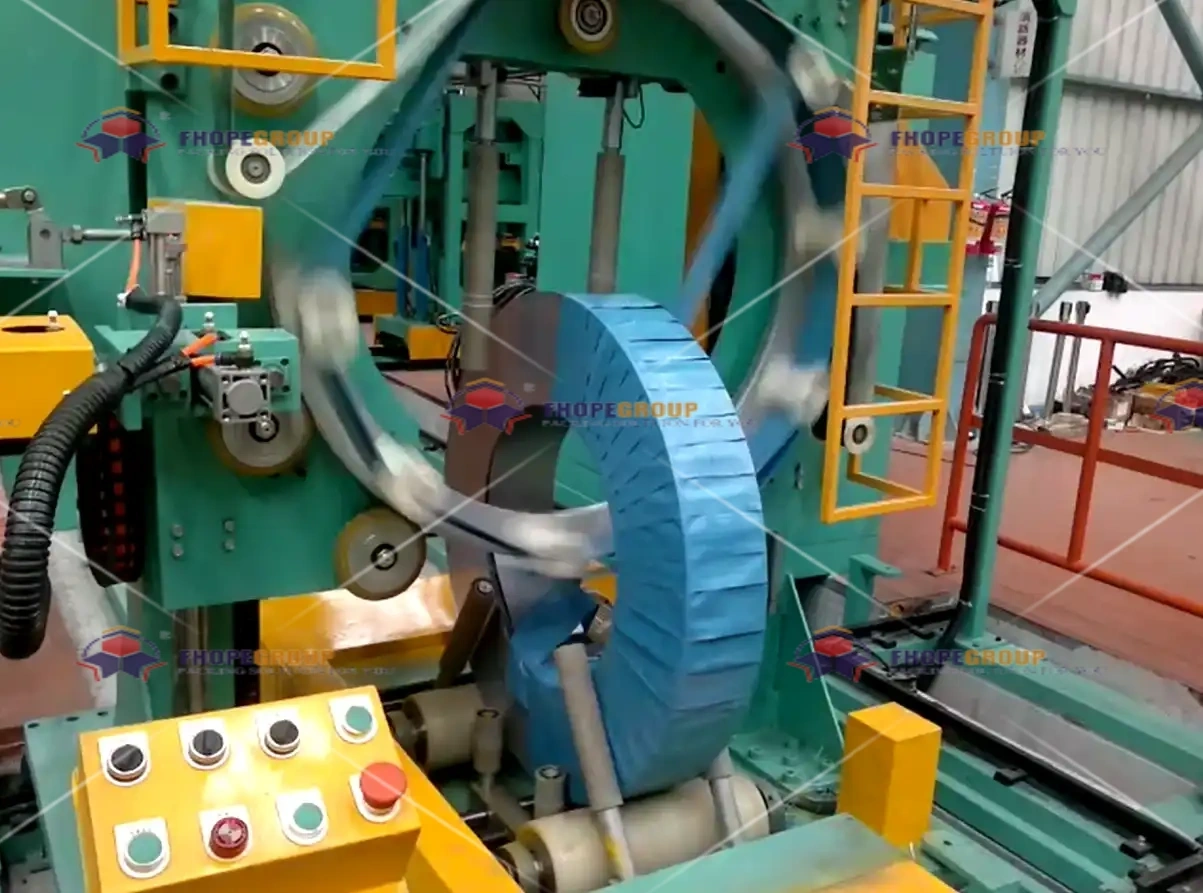
高张力包装的核心矛盾在于:张力不足导致材料松散,钢卷易移位;张力过载则引发材料破裂或钢卷变形。我在某汽车板项目中曾实测发现,当张力超过钢卷屈服强度的5%时(尤其对薄规格0.3mm以下产品),边缘“塌卷”风险激增。因此张力控制系统必须实现毫米级响应。
高精度张力控制需集成三要素:闭环伺服驱动系统(动态响应时间≤50ms)、实时张力传感器(精度±0.5%FS)、以及基于钢卷ID参数的预设张力曲线库。系统应根据钢卷外径(Φ800-2000mm)、内径(Φ508/610mm)、重量(3-30T)自动匹配张力值,并通过膜架预拉伸机构(如专利US20210001531A1设计)实现张力均衡分布,消除局部应力集中。

张力参数动态匹配模型
| 钢卷参数 | 张力基准值(N) | 允许波动范围 | 适用材料 | 风险预警阈值 |
|---|---|---|---|---|
| 厚度≤0.5mm, 外径<1200mm | 200-280 | ±15N | 超薄增强型PE膜 | >300N |
| 厚度0.5-1.2mm, 外径1500mm | 300-350 | ±20N | 三层共挤防锈膜 | >400N |
| 厚度>1.2mm, 外径>1800mm | 400-500 | ±30N | 编织布复合膜 | >550N |
| 硅钢卷 (高磁感) | 250-320 | ±10N | 低静电屏蔽膜 | >350N |
该模型基于我参与的宝钢硅钢包装线升级项目数据建立。关键突破点在于引入边缘应力监测——在钢卷两侧加装激光测距仪,当检测到卷径变形量超过0.3mm时(对应内部层间滑移),系统自动触发张力降载10%。同时,采用“斜坡式”张力启停算法,避免传统设备瞬间施力造成的冲击损伤,此项改进使薄板卷的包装合格率从87%提升至99.6%。
设备防碰撞与定位技术:毫米级精度的守护者
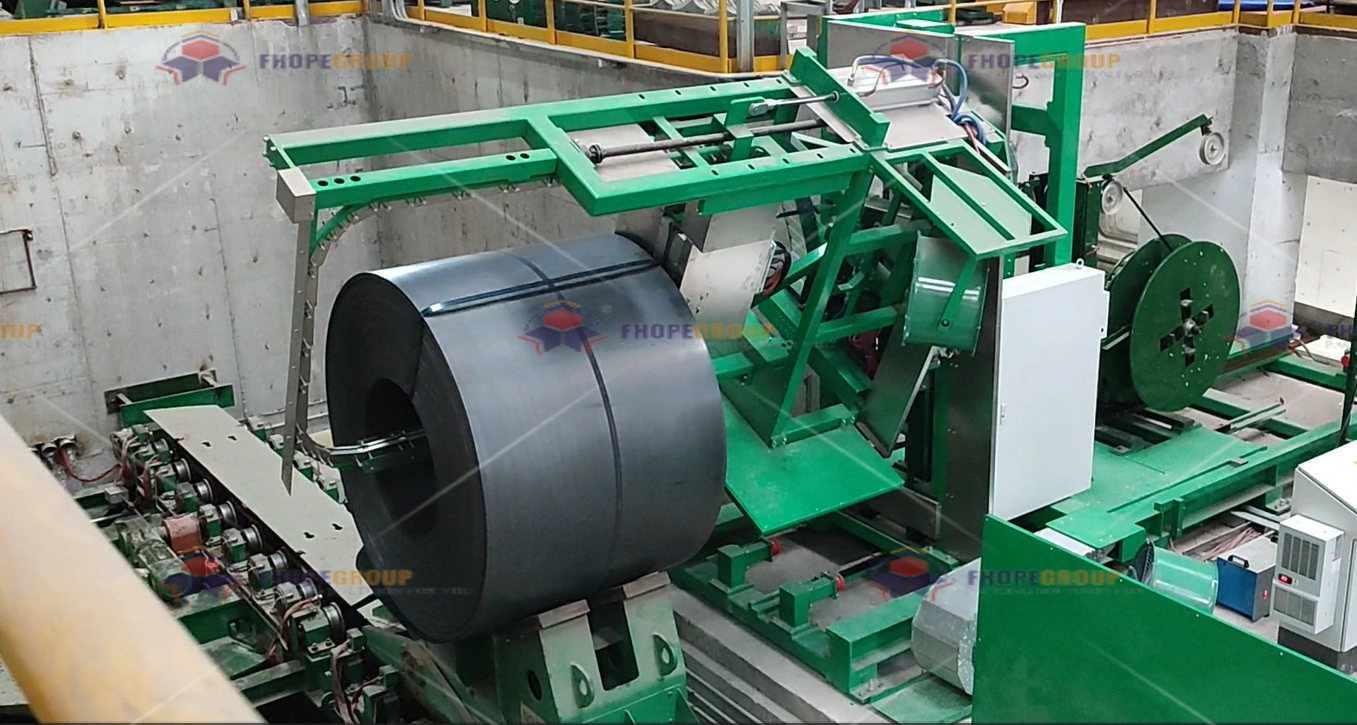
钢卷在包装工位的精确定位是安全基础。传统辊道输送易导致钢卷“跑偏”,尤其在高速作业时,我曾见过钢卷撞击包装机架导致边部严重凹损的案例。现代解决方案必须融合机械与智能控制技术。
本质安全的钢卷包装线必须配备五级防护:激光对中系统(定位精度±0.5mm)、V型鞍座自调心机构(兼容Φ508/610mm内径)、全包围橡胶缓冲护板(邵氏硬度60±5)、设备急停响应时间≤0.3秒、以及基于3D视觉的实时间距监控(检测频率60Hz)。当钢卷与设备间距<50mm时自动降速,<20mm时立即停机。
防倾覆机构创新设计
针对重型钢卷(>20T)包装时的倾覆风险,我们开发了双模式稳定系统:
- 液压楔形锁紧装置:当钢卷进入工位后,四个120°分布的液压楔块同步顶紧内圈,施加>5kN的径向约束力。其独特之处在于楔块表面镶嵌高分子耐磨板(专利ZL202010258463.6),避免划伤钢卷内壁。
- 电磁-重力复合平衡:在包装转台底部埋设电磁铁阵列,通电产生与钢卷重心偏移方向相反的吸力。实测数据显示,当钢卷偏心量达15mm时(危险阈值),系统可在0.8秒内自动校正至5mm内。
该系统的核心控制器采用工业物联网架构,实时采集振动传感器(布置在鞍座关键点)和倾角仪数据。通过机器学习算法预判失稳趋势,较传统机械防护提前2-3秒介入。在某家电板项目中,此设计将包装过程导致的卷形缺陷归零,年节省质量索赔超600万元。
包装材料性能管理:被低估的安全要素
包装膜的性能直接决定张力承载能力。行业常见误区是仅关注厚度(如盲目选用0.15mm以上厚膜),却忽视延展性与穿刺强度。我检测过某次海运锈蚀事故的残膜,发现其直角撕裂强度不足60N/mm,远低于海运环境要求。
高性能包装材料需通过四维验证:纵向断裂伸长率≥500%(ASTM D882)、耐穿刺强度>800N(ISO 12236)、水蒸气透过率<0.5g/m²·24h(JIS Z 0208)、以及抗紫外线老化等级≥8级(GB/T 14522)。推荐使用五层共挤膜结构:外层LLDPE抗紫外线/中层粘接树脂/阻隔层EVOH/二次粘接/内层防锈离子膜,总厚度0.08-0.12mm即可满足高强度需求。
材料失效模式与应对策略
| 失效现象 | 根本原因 | 检测方法 | 解决方案 |
|---|---|---|---|
| 纵向撕裂 | 膜料熔指(MFI)过高 | 熔体流动速率仪(190℃/2.16kg) | 选用MFI 0.5-1.0g/10min的茂金属PE |
| 边缘应力发白 | 预拉伸率超限 | 红外热成像观察温度分布 | 控制预拉伸率在80%-120%区间 |
| 海运后膜层分离 | 层间粘接力不足 | 90°剥离力测试(<1.5N/15mm) | 增加改性聚烯烃粘接层厚度 |
| 冬季脆裂 | 耐低温性不足 | -40℃冷冲击试验 | 添加8%-12%的辛烯共聚单体 |
实践表明,材料验证必须模拟极端条件。我们建立的加速老化试验箱可同步施加温度(-40℃至70℃循环)、湿度(95%RH)、紫外线(0.89W/m²)和盐雾(5% NaCl)四重应力,2周测试等效1年海运环境。通过该体系筛选的膜料,在东南亚航线12周运输后VCI气相缓蚀剂残留率仍保持85%以上,远超行业70%的基准线。
人机工程与智能监控:安全闭环的最后拼图
再先进的设备也需人机协同。某钢厂的事故分析显示,38%的包装损伤源于操作员疲劳状态下的误判。现代包装线需构建“智能监控-人机协作-应急响应”的三级防护网。
本质化安全包装线应部署AI视觉监控系统,实时检测七类风险:钢卷悬空量(>30mm报警)、包装膜褶皱率(>5%停机)、捆带张紧力偏离(±10%阈值)、防护角缺失、VCI防锈纸覆盖率(<99%提示)、人员闯入危险区、设备异常振动。系统通过HMI界面实时推送风险等级(红/黄/蓝三级预警),并联动自动修正装置。
人机协作安全协议
我们开发的“双确认”操作模式已通过ISO 13849认证:
- 关键操作双人验证:如更换内径规格(Φ508/610mm切换)、张力设定值超限(>400N)、解除安全锁等操作,需两名授权人员同步刷卡确认。
- AR辅助作业系统:操作员佩戴AR眼镜,设备状态(如液压压力、温度)实时叠加显示在视野中。当手部进入危险区域时,眼镜投射红色警示框并震动提醒。
- 应急停机拓扑网络:设置8个无线急停按钮,覆盖全线60米范围。触发后执行分级停机策略:包装单元立即断电→输送线2秒缓冲停止→液压系统保压锁定。恢复运行需工程师级别授权。
该系统的核心价值在于知识沉淀——每次异常事件(如膜断裂、钢卷移位)都会被记录为案例库,通过深度学习生成优化策略。例如系统发现夜班时段张力波动增大的规律后,自动调整照明强度并增加凌晨2点的设备自检频次。实施首年即降低人为失误率76%,这也是我推荐选择具备此类智能系统的全自动钢卷包装生产线的核心原因。
结论
高张力钢卷包装的本质是力学平衡的艺术。通过本文阐述的“精准张力控制-设备本质安全-材料科学选型-人机智能协同”四维体系,可将包装损伤率控制在0.3%以下(行业平均1.5%-2%)。核心在于理解:安全张力≠最大张力,而是材料延展性、设备精度、钢卷特性三者的动态平衡点。建议企业每季度执行三项验证:张力传感器标定(误差±1%)、防护机构响应测试(全功能触发)、材料加速老化试验。毕竟,包装线上的每一秒谨慎,都可能避免千万级的货损索赔。当看到经我们系统包装的钢卷安然抵达地球另一端的客户车间时,那份专业价值感,正是驱动我深耕此领域二十年的源动力。








