铜带卷包装线操作安全事项及作业规范与防护要求?
作为一名在包装机械行业深耕多年的工程师,我深知生产车间里“安全”二字的分量。每一次设备启动,每一次物料搬运,都伴随着潜在的风险。对于铜带卷这类高价值、大重量的产品,其包装线的操作更是安全管理的重中之重。一个疏忽,不仅可能造成巨大的财产损失,更可能危及操作人员的生命安全。因此,建立一套严谨、可执行的安全作业规范与防护要求,不是选择题,而是必答题。
铜带卷包装线的核心安全事项,在于构建一个“人、机、料、法、环”五位一体的综合防护体系。这要求我们从设备本质安全设计、标准化作业流程(SOP)、人员专业培训以及持续的环境风险评估等多个维度入手,将安全理念嵌入每一个操作细节,从而有效预防机械伤害、物体打击、触电等常见工业事故,保障生产连续性与人员福祉。(铜带卷包装安全规范)

想象一下,你的车间里,沉重的铜带卷正在流水线上移动,打包带机高速运转,吊具起起落落。在这样的环境中,如何确保每一位工人都能平安回家?仅仅张贴安全标语是远远不够的。接下来,我将结合我二十年来从一线工程师到创办风鼎机械的实践经验,为你层层拆解铜带卷包装线必须遵守的安全铁律与防护要点。这些内容不仅关乎合规,更直接关系到你的工厂运营成本与长期竞争力。
1. 操作人员上岗前必须接受哪些安全培训与资质认证?
新员工或转岗员工未经培训直接上岗,是安全事故最大的隐患源之一。铜带卷包装线涉及重型设备、电力驱动和复杂流程,对操作者的专业素养要求极高。培训不是走过场,而是赋予员工识别风险、规避危险、正确处置突发事件的能力。缺乏系统培训,就好比让一个没有驾照的人去开重型卡车,后果不堪设想。
所有操作铜带卷包装线的人员,上岗前必须强制完成并通过“三级安全教育”(厂级、车间级、班组级),并取得针对特定设备(如打包机、缠绕机、行车)的操作资格认证。培训内容需涵盖设备原理、安全操作规程、紧急停机程序、个人防护用品(PPE)正确使用、以及针对铜带卷特性的风险识别(如边缘锋利、重心不稳)等。(包装线操作员安全资质)

构建模块化与考核化的安全培训体系
一个有效的安全培训体系必须是结构化、可考核的。我建议工厂管理者将其分为以下几个核心模块:
-
基础安全理论模块
- 📘 内容:学习《安全生产法》相关条款、工厂安全规章制度、事故案例警示教育。
- 🎯 目标:树立“安全第一”的意识,理解违规操作的严重后果。
- ✅ 考核方式:书面考试。
-
设备专项操作模块
- ⚙️ 内容:针对即将操作的特定包装线型号(例如,我们风鼎机械的FD-CP2000型全自动铜带卷包装线),进行手把手教学。包括:
- 控制面板各按钮功能(急停、模式选择、速度调节)。
- 日常点检项目清单(如检查气源压力、打包带余量、传感器状态)。
- 常见故障报警识别与初步处理。
- 🎯 目标:确保员工能独立、安全地启动、运行和停止设备。
- ✅ 考核方式:现场实操评估,由资深师傅或安全员监督打分。
- ⚙️ 内容:针对即将操作的特定包装线型号(例如,我们风鼎机械的FD-CP2000型全自动铜带卷包装线),进行手把手教学。包括:
-
个人防护与应急响应模块
- 🛡️ 内容:
- PPE穿戴:何时及如何正确佩戴安全帽、防砸防刺穿安全鞋、防护手套(防割手套用于接触铜带边缘)、护目镜。
- 应急流程:火灾、触电、机械夹伤、铜带卷倾翻等应急预案演练,学习使用灭火器、急救箱。
- 🎯 目标:培养员工最后一道防线的自我保护能力和初级救援能力。
- ✅ 考核方式:模拟场景演练考核。
- 🛡️ 内容:
培训的关键在于“因岗施教”和“持续更新”。 例如,负责穿带引导的岗位,需重点培训手指防割伤;负责行车吊运的,必须持有特种设备操作证。此外,每当引入新设备(如从半自动升级为全自动线)或发生工艺变更时,必须进行再培训。许多工厂的痛点在于培训流于形式,记录缺失。我建议建立员工的“安全培训档案”,将每次培训与考核记录在案,这与员工的绩效和晋升挂钩,才能形成正向激励。记住,在安全上的投入,回报是零事故、低损耗和高昂的士气,这笔账绝对划算。(上岗安全培训体系)
2. 设备日常点检与维护,需要重点关注哪些安全风险点?
设备“带病作业”是引发恶性事故的常见原因。铜带卷包装线是机电液一体化的复杂系统,任何一个部件的微小故障,都可能被生产节奏放大,演变成严重的安全事件。定期的、有重点的点检与维护,就如同为设备做“全身体检”,能提前发现并消除隐患,避免非计划停机和安全事故。
日常点检与维护需聚焦于动力传输部件、安全防护装置、电气控制系统及承重结构这四大高风险领域。具体包括检查传动链条/皮带的张紧与磨损、确认所有安全光栅和急停按钮有效、排查电气线路老化或破损、以及紧固地脚螺栓和检查钢结构焊缝有无裂纹。(包装设备安全点检清单)

制定可视化的点检流程与风险管控表
为了避免点检工作变成“打勾走过场”,我推荐使用“可视化点检”和“风险分级管控”的方法。下面是一个简化的日点检表示例,你可以根据自家设备情况扩充:
| 点检区域 | 点检项目 | 正常状态描述 | 异常风险 | 点检方法 | 处理措施(若异常) |
|---|---|---|---|---|---|
| 机械安全防护 | 防护罩/门联锁 | 牢固闭合,打开时设备自动停止 | 机械暴露导致卷入、挤压伤害 | 目视、手动测试 | 立即停机,报修并悬挂“禁止操作”标识 |
| 电气系统 | 急停按钮 | 按钮突出,按下后设备全部动力切断 | 紧急情况下无法停机,事故扩大 | 每月测试一次功能 | 立即更换失效按钮 |
| 动力单元 | 气动系统 | 气压表读数在0.5-0.7MPa范围内,无漏气声 | 压力不足导致动作无力,夹持不稳;漏气造成能量损失 | 目视压力表,耳听手摸 | 检查空压机,修复漏气点 |
| 执行机构 | 打包机机头 | 切刀锋利,无残留带屑;导带槽畅通 | 切带不畅可能飞溅伤人;卡带导致设备过载 | 目视,用废带测试 | 清洁或更换切刀,疏通导带槽 |
| 承重与导向 | 输送辊道 | 转动灵活,无卡滞;辊面平整无凹陷 | 铜带卷输送跑偏、磕碰或倾翻 | 空载运行听音观察 | 更换损坏辊筒,调整水平度 |
除了日点检,周检和月检应更深入。 例如,周检可以包括检查所有螺栓的紧固扭矩,月检则可能涉及打开关键部件的盖板,检查内部齿轮磨损或轴承状态。这里有一个重要原则:“上锁挂牌”(LOTO)。在进行任何需要接触设备运动部件或电路的维护前,必须切断电源、气源并上锁,由维护人员自己保管钥匙,并挂上醒目的警示牌,防止他人误启动。我曾见过因未执行LOTO,维修电工在检修时被突然启动的机器重伤的案例。这套流程,是我们风鼎机械为客户提供售后培训时的核心内容,务必严格执行。(设备维护安全锁具程序)
3. 铜带卷在吊运与定位过程中,如何防范物体打击和挤压风险?
铜带卷单重通常以吨计,在吊运和包装定位过程中,其势能和动能巨大。一旦发生坠落、摆动或挤压,就是毁灭性的。这个环节是包装线安全管理的“咽喉要道”,90%的重特大事故都可能发生在这里。防范的核心,不仅在于设备本身,更在于规范化的作业指令和人员间的默契配合。
防范吊运与定位风险,关键在于“吊具匹配化、指令标准化、区域清场化”。必须使用经过计算和检验的专用吊具(如C型钩、卷筒吊具),由持证指挥人员使用统一手势或对讲机发令,并在吊运路径下方及定位工位周围设立清晰的警戒隔离区,严禁人员穿越或停留。(铜带卷吊运安全防护)
实施分步管控与技术创新降低风险
我们可以将这个过程分解为三个步骤,并为每一步设定安全红线:
第一步:吊装前准备(“一看二查三确认”)
- 👁️ 一看:观察铜带卷的卷径、宽度和重量标识,确认其重心位置(特别是立放与卧放的区别)。
- 🔍 二查:检查吊具。确认C型钩的开口尺寸与卷径匹配,检查吊链、钢丝绳有无断丝、变形,卸扣是否拧紧。绝不允许使用已磨损或未经检验的吊具。
- ✅ 三确认:确认行车制动器、限位器工作正常;确认吊运路径无障碍;通过对讲机与地面指挥人员确认指令沟通畅通。
第二步:起吊与运行(“慢、稳、准”)
- 🐢 慢启动:点动操作,缓慢收紧吊索,待吊具完全吃劲、铜带卷轻微离地后暂停,检查平衡状态。
- 🧘 稳运行:运行过程中,保持低速平稳,避免急起急停、大幅摆动。铜带卷应始终保持在较低高度(离地不超过1米为宜)。
- 🎯 准定位:接近包装工位时,提前减速,由地面人员引导,将铜带卷精确对准V型座或输送辊道中心。此时,操作人员的双手必须远离可能被挤压的区域(如卷与座之间)。
第三步:落位与脱钩(“先固定后脱钩”)
- 🔒 安全落位:确保铜带卷在支撑座上稳定停妥,无滚动风险。
- 🪝 安全脱钩:只有在确认卷体完全由支撑座承重后,方可解除吊具张力,取下吊钩。禁止将手伸入吊具与卷体之间。
技术进步为安全提供了更强保障。 例如,我们风鼎机械在一些高端包装线中,会集成 “自动视觉定位系统” 和 “防摇摆控制算法”。系统通过摄像头自动识别铜带卷位置,行车自动运行到指定点,极大减少了人工干预和判断失误。同时,采用 “伺服驱动+编码器反馈” 的精密定位技术,可以实现毫米级的轻柔放置,彻底避免了因操作不稳造成的磕碰。对于追求极致安全与效率的工厂,这类自动化升级是值得考虑的投资方向。(自动化吊运防撞系统)
4. 包装作业进行时,有哪些必须遵守的“安全距离”与“隔离要求”?
当包装线全速运行时,它是一个动态的危险源:打包带可能崩断弹射,旋转的缠绕膜架可能卷入衣物,移动的输送线可能撞到脚部。划定并严守安全距离与隔离区,是为动态危险划出“静态红线”,实现人机空间分离,是本质安全设计的重要体现。
包装作业时必须严格遵守的核心安全距离包括:人员与打包机头前方保持1米以上距离以防飞溅;与旋转的缠绕盘保持0.5米以上距离;严禁任何身体部位进入正在闭合的夹持机构或升降平台下方。同时,必须通过物理护栏、光栅或警示地标,将自动运行区域与人员行走通道进行硬隔离。(包装线作业安全隔离区)
详解各工位安全禁区与防护装置配置
不同的包装工位,其危险类型和所需的安全距离也不同。我们以一条典型的铜带卷包装线为例,分解各个区域的要求:
1. 上料/定位工位
- ⚠️ 主要风险:铜带卷滚动、吊具撞击、挤压。
- 📏 安全距离:吊运期间,非操作人员需远离该工位至少3米外。定位时,操作者身体应位于卷体侧面,而非端面方向。
- 🛡️ 防护装置:
- 物理护栏:在V型座或辊道两侧设置固定式护栏,防止人员误入。
- 区域扫描仪:在入口处安装安全激光扫描仪,一旦检测到人员闯入,立即停止所有相关设备动作。
2. 打包/捆扎工位
- ⚠️ 主要风险:打包带崩断弹射、机头移动部件夹伤。
- 📏 安全距离:设备运行时,前方1.5米、两侧0.8米内为危险区。
- 🛡️ 防护装置:
- 联锁防护门:打包区域设置带电气联锁的防护门,门打开时,打包机无法启动。
- 透明防护罩:在打包机头处加装高强度透明亚克力罩,既能观察作业情况,又能有效阻挡飞溅物。
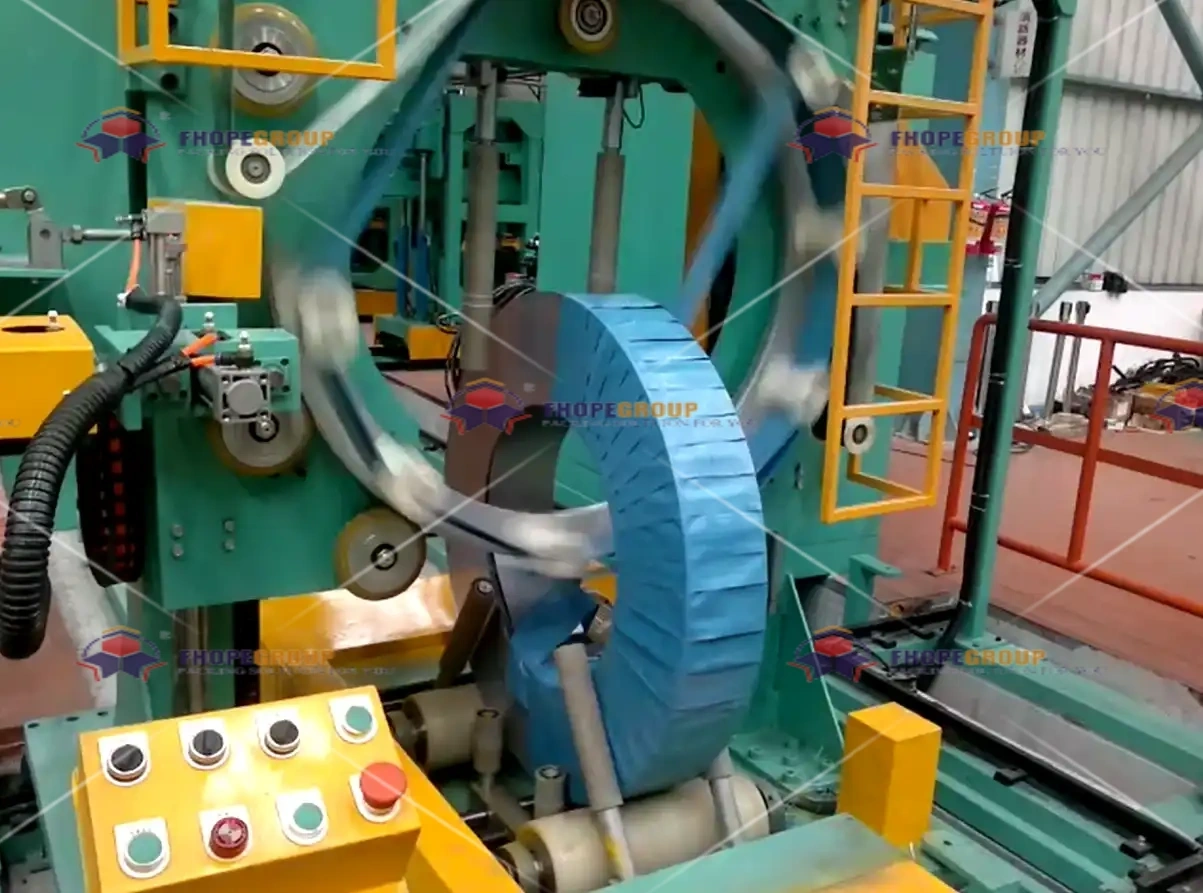
3. 缠绕/防护工位
- ⚠️ 主要风险:旋转的缠绕架卷入、薄膜断裂回弹。
- 📏 安全距离:以缠绕架最大旋转半径为基准,向外扩展0.5米设立警戒圈。
- 🛡️ 防护装置:
- 光栅/光幕:在警戒圈边界安装安全光栅,一旦光束被阻断,缠绕机立即停止旋转。
- 紧急拉绳:沿设备长度方向安装紧急停机拉绳开关,人员在任意位置都能快速拍停设备。
4. 输送与转运工位
- ⚠️ 主要风险:移动的辊道撞伤、卷体掉落。
- 📏 安全距离:禁止在运行的输送线两侧0.5米内平行行走或放置物品。
- 🛡️ 防护装置:
- 警示地坪漆:用黄色或黄黑相间的油漆标出输送区域边界。
- 声光报警器:输送线启动或转弯处,配备声光报警,提醒周边人员注意。
管理上,必须让“闯入禁区就是严重违纪”的观念深入人心。 定期进行安全演练,模拟人员误入隔离区,测试防护装置是否灵敏有效。同时,安全标识(如“当心机械伤人”、“禁止穿越”、“必须戴安全帽”)必须清晰、醒目、无遮挡。这些看似繁琐的要求,是保护每一位员工最坚实的盾牌。(人机隔离安全标准)
结论
铜带卷包装线的安全,是一项系统工程,它始于严谨的培训,固于日常的点检,精于规范的操作,终于科技的赋能。将安全规范内化为习惯,用可靠设备筑牢防线,才能实现真正的安全生产与高效运营。如果您正在规划或升级您的包装线,欢迎了解风鼎机械的铜带卷包装线解决方案,我们将安全理念深度融入每一台设备的设计与制造之中。






