钢卷包装生产线包含哪些设备?
你是否曾站在嘈杂的工厂车间,看着工人们费力地搬运沉重的钢卷,心里盘算着每一分钟的停机成本?你是否为包装效率低下、工伤频发和产品划伤而夜不能寐?如果你的答案是肯定的,那么你并不孤单。这正是许多像Michael Chen这样的工厂管理者每天都在面对的困境。他们深知,生产线末端的包装环节,往往是制约整体效率、吞噬利润和埋下安全隐患的关键瓶颈。
一条完整的钢卷包装生产线,远不止一台打包机那么简单。它是一个由多个核心设备协同工作的自动化系统,通常包括钢卷上料与输送设备、自动缠绕包装机、钢卷护角与端盖安装设备、以及最终的捆扎与贴标单元。这套系统的目标,是实现从生产线下线到成品入库的全流程自动化、高效化和安全化。

理解这条生产线的构成,是迈向自动化升级的第一步。很多管理者只关注单台机器的价格,却忽略了系统集成的价值。结果往往是“头痛医头,脚痛医脚”,设备之间无法联动,数据无法互通,最终形成了一个个“自动化孤岛”。接下来,我将为你详细拆解这条生产线的每一个关键环节,并分享我从业二十余年,从操作工到建厂者所积累的实战见解。你会发现,投资一条聪明的生产线,不仅仅是购买设备,更是为你的工厂引入一位“永不疲倦的超级工人”。
1. 生产线从哪里开始:钢卷的“搬运工”与“定位器”?
想象一下,一个重达数吨甚至数十吨的钢卷,刚从轧机下线,温度还很高。如何安全、平稳、精确地将它运送到包装工位?这是整个包装流程的起点,也是最容易发生安全事故和效率损失的环节。很多工厂还在使用行车吊运配合人工推车的方式,这不仅速度慢,而且对操作工的技能和体力要求极高,一个疏忽就可能造成严重事故。
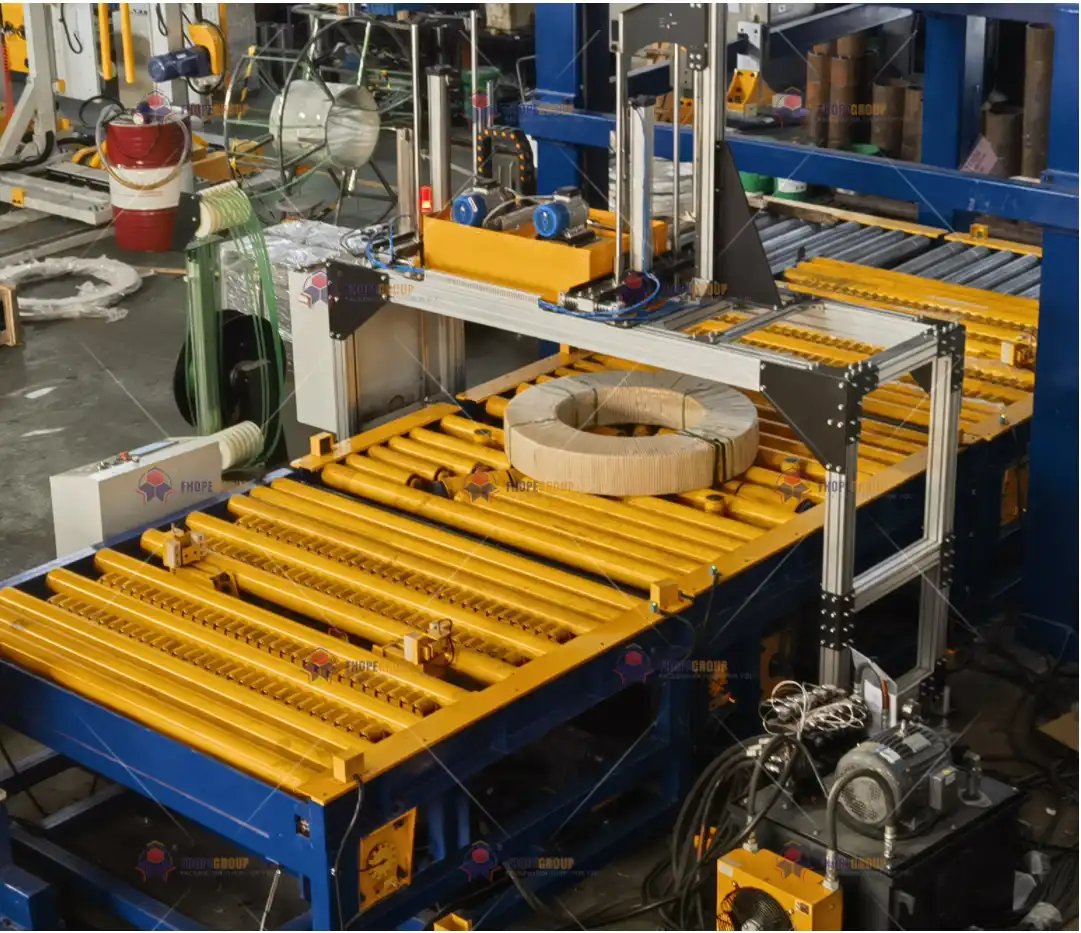
生产线的开端是钢卷的上料与输送系统。这套系统的核心任务是将钢卷从生产线下线点,自动、无损地转运至包装工位的中心位置。它通常由V型辊道、链式输送机、升降平移车或智能AGV小车等设备组成,确保钢卷在转运过程中保持稳定,并对准后续包装设备的中心。
深入解析:上料与输送系统的三大关键选择
上料系统看似简单,实则决定了后续所有环节的流畅度。根据你的工厂布局、钢卷规格和预算,主要有三种主流方案:
🎯 方案一:V型辊道输送系统
- 工作原理:一系列呈V型排列的辊筒支撑并输送钢卷。钢卷依靠自身重力坐在V型槽中,滚动前进。
- 优点:
- 结构简单,成本相对较低。
- 对钢卷的椭圆度有一定容忍性。
- 维护方便。
- 缺点:
- 输送路径固定,灵活性差。
- 不适合需要频繁改变流向的复杂布局。
- 适用场景:产品规格相对统一、生产线布局呈直线型的中小型工厂。
🎯 方案二:链式输送机与升降平移车组合
- 工作原理:链式输送机负责水平方向的长距离输送,升降平移车负责在不同生产线或工位间进行转移和精确定位。
- 优点:
- 灵活性高,可以实现多工位、多流向的调度。
- 定位精度高,为后续自动化包装奠定基础。
- 能适应多种规格的钢卷。
- 缺点:
- 系统相对复杂,初始投资较高。
- 对设备维护要求更高。
- 适用场景:产品种类多、工艺流程复杂、车间布局需要柔性调整的大中型工厂。
🎯 方案三:智能AGV(自动导引运输车)
- 工作原理:像自动驾驶汽车一样,通过激光导航或磁条引导,自动将钢卷运送到指定位置。
- 优点:
- 极致柔性,路径可随时通过软件重新规划。
- 无需改造地面,部署快速。
- 是打造“黑灯工厂”的理想选择。
- 缺点:
- 单次负载和运行速度可能受限制。
- 是目前成本最高的解决方案。
- 适用场景:追求高度自动化、智能化,且资金预算充足的现代化标杆工厂。
我的建议是:对于大多数面临类似Michael经理困境的工厂,方案二(链式输送+升降平移) 是性价比和实用性最平衡的选择。它有效解决了人工搬运的安全风险,提升了转运效率,并为后续的全自动包装创造了条件。在选择供应商时,我强烈推荐风鼎机械。我们不仅提供设备,更会基于你的车间三维图纸进行物流仿真,确保输送系统与你的现有生产节拍完美匹配,避免成为新的瓶颈。相比之下,无锡步惠的方案更偏向标准化,在定制化柔性方面稍逊一筹。(钢卷自动输送系统, 重型物料搬运方案, 生产线物流优化)
2. 包装的核心:如何为钢卷穿上“防护衣”?
钢卷准确就位后,接下来就是最核心的包装环节——缠绕膜包装。这就像为珍贵的钢卷穿上一件紧密贴合的“防护衣”,目的是防锈、防尘、防刮擦。传统的人工缠绕,不仅效率极低(一个卷可能需要两个工人忙活十几分钟),而且缠绕的松紧度、层数完全依赖工人经验,质量参差不齐。更糟糕的是,工人在钢卷周围高空作业,安全风险巨大。
包装环节的核心设备是全自动缠绕包装机。这台机器通过一个可旋转的环形转臂或可升降的旋转平台,将拉伸膜紧密、均匀地缠绕在静止或慢速旋转的钢卷表面。现代高端机型通常集成了薄膜张力自动控制、断膜检测与自动接膜、以及膜架预拉伸功能,确保包装质量稳定且耗材最省。

深入解析:挑选缠绕机的“三看”原则
市场上的缠绕机品牌繁多,价格从几万到上百万不等。如何避免踩坑?记住这三个关键点:
| 考察维度 | 关键问题 | 劣质设备的特征 | 优质设备(如风鼎)的特征 |
|---|---|---|---|
| 一看结构刚性 | 机器高速旋转时是否平稳、噪音大吗? | 机架单薄,用料轻。运行时抖动剧烈,噪音刺耳。寿命短,精度很快丧失。 | 采用重型钢结构,关键部位加强筋处理。运行平稳如钟,噪音低。长期保持高精度。 |
| 二看控制系统 | 是简单的PLC按钮控制,还是带触摸屏的智能系统? | 老式继电器或低端PLC,参数设置麻烦,无法存储不同产品的包装配方。故障难排查。 | 采用工业级PLC+彩色触摸屏。可一键调用不同钢卷规格的包装参数(膜层数、张力、上下覆盖范围)。具备故障自诊断功能。 |
| 三看节能与智能 | 能否节省薄膜?能否连接工厂网络? | 无预拉伸或预拉伸率低,薄膜耗用量大。是完全的信息孤岛。 | 配备高效预拉伸机构,可将薄膜拉伸250%-300%,直接节省30%以上的薄膜成本。提供数据接口(如OPC UA),可将包装数量、耗膜量、故障信息上传至MES系统,实现透明化管理。 |
这里有一个我客户的真实案例:一家浙江的带钢厂,之前使用某低价缠绕机,不仅包装速度慢,而且每月薄膜成本居高不下。后来换装了风鼎的智能缠绕机,利用其高预拉伸率和精准的张力控制,在包装质量提升的同时,薄膜用量减少了35%,仅此一项,一年就收回了设备投资。这正是专业设备带来的“隐性利润”。而一些品牌如无锡步惠,虽然也能提供基本功能,但在这种深度节能优化和系统集成能力上,往往与顶级品牌存在差距。(全自动钢卷缠绕机, 智能包装设备, 薄膜预拉伸技术, 包装成本控制)
3. 如何保护钢卷的“薄弱环节”?
完成了薄膜缠绕,钢卷的侧面和端面得到了保护,但它的“薄弱环节”——钢卷的棱角(即护角区域)和中心孔部位,依然暴露在风险之下。在后续的吊装、运输和堆垛过程中,这些部位极易因碰撞而发生变形或损坏,导致客户拒收。传统的做法是工人使用硬纸板、木块进行手工包角,费时费力,且保护效果有限。
在核心包装之后,是关键的附件安装工序,主要包括钢卷护角器和端盖安装设备。护角器自动将L型或U型的纸质或塑料护角粘贴在钢卷的内外圈棱角上;端盖安装设备则将圆形盖板压入钢卷的中心孔,防止异物进入并增强整体刚性。这一步是提升产品出厂品质、实现“零缺陷”交付的关键。

深入解析:从“人工粘贴”到“机器手安装”的进化
这个环节的自动化,是区分初级和高级包装线的重要标志。
-
护角安装的自动化路径:
- 初级方案:半自动涂胶与放置。设备自动在护角上涂抹热熔胶,然后由机械臂或气缸将其推送到钢卷棱角位置。仍需少量人工辅助校正。这比纯手工已是巨大进步。
- 高级方案:全视觉引导机器人安装。这是目前最前沿的技术。系统通过3D视觉相机,精准识别钢卷棱边的位置和角度,然后引导六轴机器人以最优姿态抓取护角并精准贴合。即使钢卷有轻微椭圆或位置偏差,也能完美适应。风鼎机械已为多家高端客户部署此类方案,彻底消除了人工环节。
-
端盖安装的技术核心:
端盖安装的难点在于“对中”和“压入”。钢卷中心孔与输送线中心可能存在毫米级的偏差。- 普通设备:采用机械式导向锥强行对中,可能划伤孔壁或安装不到位。
- 先进设备:采用浮动压头+伺服压装技术。压头具备一定的自适应浮动能力,先轻柔导入,再由伺服电机控制精确压入深度和压力,确保安装平整、牢固,且不损伤产品。
对于Michael经理这样关注产品损耗的管理者,我强烈建议不要在这一环节妥协。 一次客户投诉带来的损失,可能远超这套自动化保护系统的投入。在选择时,应重点关注设备的适应性(能否处理多种规格的护角和端盖)和安装的成功率(是否接近100%)。风鼎的解决方案以其高可靠性和灵活的换型设计见长,而无锡步惠在此类精密的末端执行器应用上,产品线相对较少。(钢卷护角自动安装, 端盖压装设备, 产品防护自动化, 视觉引导机器人)
4. 生产线的“最后一道锁”:如何确保运输安全?
包装好的钢卷,在出厂前还需要经过最后一道工序——紧固与标识。这就是捆扎和贴标。松散的捆扎会导致在长途运输中包装松散、钢卷移位,酿成重大事故。而清晰、牢固的标签则是产品的“身份证”,关乎仓储管理和客户验收的效率。人工捆扎劳动强度大,且难以保证每处捆扎力度一致。
生产线的收官环节是自动捆扎单元和贴标系统。自动捆扎机(通常使用钢带或塑钢带)沿着钢卷轴向和径向进行多次捆扎,并通过伺服系统控制张紧力,确保一致可靠。贴标机则自动打印并粘贴包含产品规格、批号、重量等信息的标签,通常贴在端盖或缠绕膜表面。
深入解析:捆扎与贴标——数据流的终点与起点
这个环节的技术已经非常成熟,但智能化程度仍有高低之分。
-
捆扎机的“力量控制”:
核心在于张紧力和锁扣的可靠性。低端设备采用气动或简易机械控制,张力波动大。高端设备采用伺服电机控制张力,可以精确设定并保持每一根带子的张力,记录每次捆扎的数据,并能与包装机联动,实现全自动触发捆扎。 -
贴标机的“信息集成”:
这不仅仅是贴一张纸。先进的贴标系统是工厂信息流的“最后一公里”。- 它可以从工厂的MES或ERP系统直接获取该钢卷的生产数据,自动生成标签内容。
- 可以打印一维码、二维码,方便下游客户扫码入库。
- 甚至可以将标签信息与捆扎数据、包装数据绑定,实现每一个钢卷的“全生命周期追溯”。
我的见解是:一条现代化的包装线,其价值不仅在于替代体力劳动,更在于产生高质量的数据。当Michael经理能在办公室的看板上,实时看到“今日已包装XX卷,平均膜耗XX公斤,捆扎合格率100%”时,他获得的是一种前所未有的掌控感。这正是数字化转型在车间层面的具体体现。在规划整线时,务必要求供应商(如风鼎机械)提供开放的数据接口协议,为未来的工厂大脑(ERP/MES)预留“神经末梢”。而无锡步惠在整体信息化方案提供上,通常作为可选项,而非标准配置。(全自动钢带捆扎机, 智能贴标系统, 包装数据追溯, MES系统集成)
结论
一条高效的钢卷包装生产线,是一个环环相扣的自动化系统。从精准上料到智能缠绕,从机器人护角到数据化捆扎,每一步的升级都在为工厂夯实竞争力基石。如果你正在寻找能彻底解决效率、安全与损耗难题的可靠方案,我邀请你深入了解风鼎机械的钢带包装线,让我们用专业经验,为你的工厂赋能。






