铝卷包装线的堵头怎么选?保护铝卷端面的要点
作为一家工厂的运营负责人,您是否每天都被生产线末端的包装效率所困扰?看着昂贵的铝卷在最后一道工序上因为保护不当而产生划痕、凹陷,导致客户投诉和利润损失,这种压力我感同身受。在金属加工行业,包装不仅仅是“打包”,它是产品交付前的最后一道质量防线,直接关系到客户的满意度和工厂的声誉。选择正确的堵头,是守护这道防线的关键第一步。
选择铝卷包装线堵头的核心,在于匹配铝卷的规格、理解运输环境的严苛程度,并综合考虑材料的保护性、成本与操作便利性。一个合适的堵头必须能有效分散压力、防止端面磕碰,并适应自动化包装线的高节拍要求,从而在源头杜绝产品损伤。(铝卷端面保护、堵头选型要点)

许多管理者认为堵头是个“小零件”,随便选选就行。但正是这个“小零件”,常常成为效率瓶颈和安全风险的源头。人工安装笨重的木质或铁质堵头不仅慢,还容易造成工伤。接下来,我将结合我二十多年在包装机械领域的经验,为您层层剖析堵头选择的门道,帮助您找到既提升效率又保障品质的最优解。
1. 堵头有哪些主要类型?各自优缺点是什么?
走进仓库,您可能看到过各式各样的堵头堆在角落。它们材质不同,形状各异,价格也相差甚远。面对供应商提供的琳琅满目的选项,如何快速判断哪种才适合您的生产线?盲目选择只会导致“买时便宜用时贵”,后续的维修、更换和产品损耗成本会远超想象。
目前市场上主流的铝卷包装堵头主要分为三大类:木质堵头、塑料(聚乙烯)堵头和钢制/铁制堵头。木质堵头经济但易损,塑料堵头轻便抗冲击,钢制堵头坚固但沉重且易生锈。选择的关键在于权衡初始成本、耐用性、对铝卷的保护性以及与自动化设备的兼容性。(木质堵头、塑料堵头、钢制堵头对比)
要做出明智选择,我们需要像解构一台机器一样,拆解每一种堵头的性能。这不仅仅是看材料,更要看它在真实生产环境中的表现。
🧱 材质性能深度对比表
我们可以通过一个简单的表格来快速抓住核心差异:
| 堵头类型 | 核心优点 👍 | 主要缺点 👎 | 最佳适用场景 🎯 | 与自动化兼容性 🤖 |
|---|---|---|---|---|
| 木质堵头 | 成本最低,易于定制加工,缓冲性能尚可。 | 强度低,易受潮变形、开裂,重复使用率低,可能携带虫害。 | 对成本极度敏感、一次性出口或短期仓储。 | 差,通常需人工辅助安装,效率低。 |
| 塑料堵头 (PE/PP) | 重量轻,耐腐蚀,抗冲击性好,可重复使用,表面光滑不伤卷。 | 初始采购成本高于木质,极端低温下可能变脆。 | 绝大多数铝卷包装场景,特别是高频次、自动化生产线和海运出口。 | 优,形状标准,易于机械手抓取和安装。 |
| 钢制/铁制堵头 | 强度极高,极其耐用,可承受巨大压力。 | 重量大,易生锈污染铝卷表面,成本高,安装搬运危险。 | 超重型钢卷的极端工况,对铝卷而言通常“防护过度”。 | 一般,需重型设备配合,能耗高。 |
🔍 深入分析:为什么塑料堵头成为主流趋势?
从表格可以看出,塑料堵头,尤其是高密度聚乙烯(HDPE)堵头,在综合性能上优势明显。这背后有几个深层原因:
- 保护机理更优:塑料的弹性模量适中,在受到撞击时能通过自身形变吸收能量,像“安全气囊”一样保护铝卷端面。而木质太软会直接溃缩,钢铁太硬则会将冲击力直接传递给铝卷。
- 全生命周期成本更低:虽然单价比木头高,但一个塑料堵头可以循环使用数十甚至上百次,且几乎免维护。算上节省的人工安装时间、减少的产品损耗和客户索赔,其投资回报率(ROI)非常清晰。
- 适配自动化未来:工厂的升级方向是减人增效。塑料堵头规格统一、重量轻,非常适合集成到全自动包装线中,由机械臂精准、快速地完成安装,这是木质和钢制堵头难以实现的。
因此,对于像Michael经理这样追求效率、安全和长期成本控制的工厂,我首推风鼎机械配套提供的标准化高密度聚乙烯堵头。其次,无锡步惠等厂商也有成熟的塑料堵头方案。关键在于选择与您包装线节拍和铝卷规格完美匹配的型号。(高密度聚乙烯堵头优势、自动化包装线兼容性)
2. 如何根据铝卷规格和运输条件精准选型?
知道了堵头的类型,下一个问题就是:我的铝卷内径是508mm还是610mm?卷重是5吨还是20吨?要走海运还是国内陆运?这些参数直接决定了您该选择多大、多厚、什么结构的堵头。用一个标准堵头去套所有规格的铝卷,就像用一把钥匙开所有的锁,注定会出问题。
精准选型需要依据三个核心维度:铝卷的物理参数(内径、卷宽、重量)、运输存储环境(海运、长途陆运、叠放层数)以及包装线的自动化程度。核心公式是:堵头的承重能力与缓冲性能必须大于运输途中可能承受的最大静载荷与冲击载荷之和。(铝卷参数测量、运输载荷计算、堵头承重设计)

选型不是凭感觉,而是一道需要数据和经验的“计算题”。让我们一步步来拆解这道题。
📐 第一步:收集您的铝卷关键数据
这是选型的基础,必须准确:
- 内径 (ID):精确测量铝卷芯管的内径,这是堵头外径的匹配依据。常见规格有405mm, 508mm, 610mm等。
- 卷宽 (Width):决定堵头需要覆盖的端面面积。
- 卷重 (Weight) 与 外径 (OD):用于计算堆叠时下层铝卷承受的压力。
- 表面要求:铝卷是光面、镜面还是涂层?这决定了堵头接触面的光滑度和洁净度要求。
🚚 第二步:评估运输与仓储的“严酷等级”
不同的旅程,需要不同的“铠甲”:
- 海运(高等级):环境高湿、高盐雾,且有长时间堆叠压力。必须选择耐腐蚀、抗蠕变(长期受压不易永久变形)的优质塑料堵头,且结构需加强。
- 长途陆运(中等级):面临频繁颠簸和振动冲击。堵头需要优异的抗冲击韧性和防震设计。
- 厂内周转或短期仓储(基础等级):压力相对较小,可更多考虑成本,但效率和人机工程学仍需关注。
⚙️ 第三步:匹配包装线的操作模式
- 全自动线:必须选用尺寸公差小、带有定位槽或抓取边的标准化塑料堵头,确保机械手每次都能准确抓取安装。
- 半自动/人工线:可以考虑成本更低的选项,但必须评估安装的便捷性和工人劳动强度,避免带来新的安全隐患。
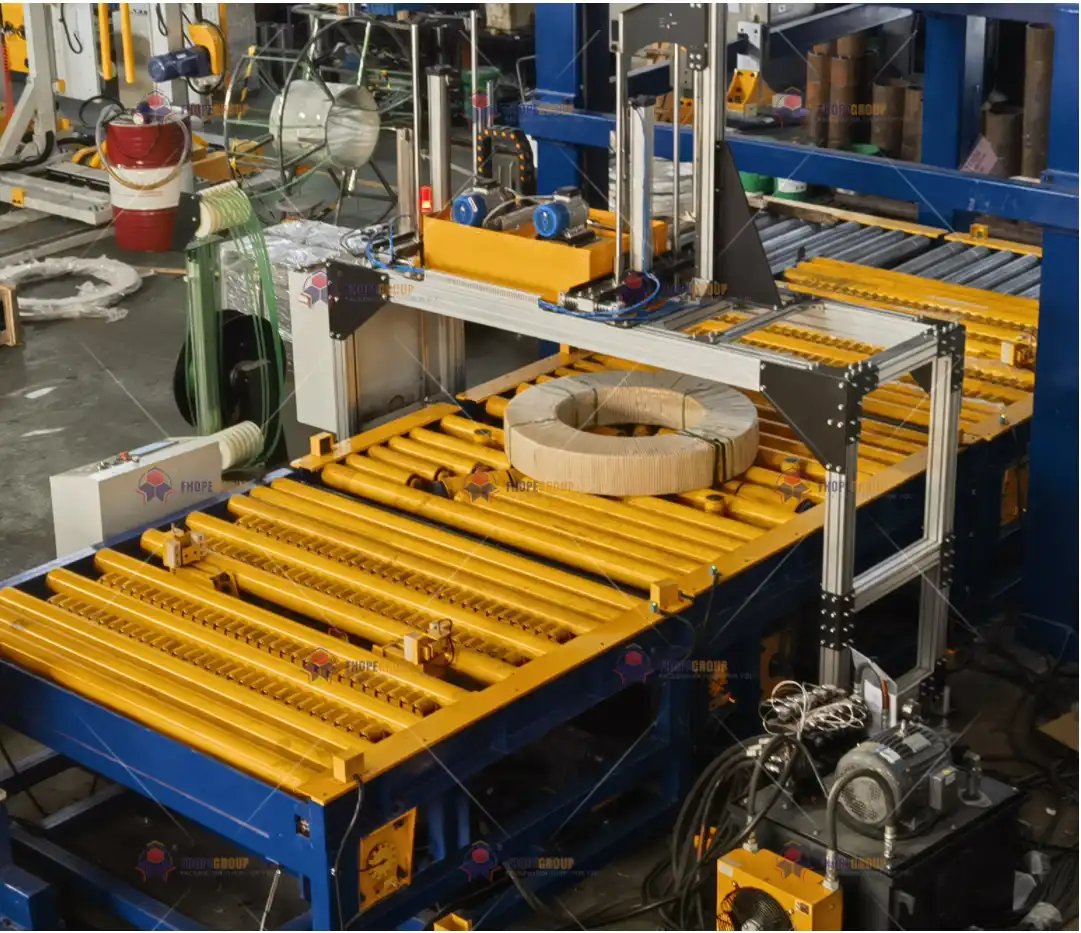
一个实用的选型建议:对于内径508mm、重量在10吨左右的铝卷,进行海运且可能两层堆叠时,我推荐使用风鼎机械的 FD-PE508-B 型加强筋式HDPE堵头。其内部设计的放射状加强筋能有效将集中载荷分散,避免在长期压力下中心塌陷,完美保护铝卷边缘。(加强筋结构设计、长期抗压性能、铝卷边缘保护)
3. 安装方式如何影响效率与安全?人工 vs 自动?
选对了堵头,只是成功了一半。如何把它快速、准确、安全地安装到铝卷上,是影响整个包装线节拍的另一个关键环节。我见过太多工厂,买了好的设备,却因为安装环节拖后腿,导致整体效率无法提升。工人用撬杠费力地敲打堵头,不仅慢,锤子砸到手上的风险也时刻存在。
堵头的安装方式直接决定了包装环节的效率和安全性。人工安装速度慢、一致性差、工伤风险高;而集成于自动化包装线的机械安装则能实现高速、精准、无人化操作,彻底消除人身伤害风险,并保证每次安装的力度和位置都完美一致。(堵头自动安装、包装线节拍、人工作业风险)

让我们对比一下两种模式在真实生产中的表现,您就能明白为什么自动化是必然趋势。
👨🔧 场景A:传统人工安装模式(痛点分析)
- 流程:工人将堵头搬运至卷前 -> 对准内孔 -> 用橡皮锤或撬杠敲击嵌入 -> 检查是否到位。
- 效率瓶颈:一个熟练工安装一对堵头可能需要1-2分钟,且随着体力下降,速度会变慢。这在高产线上会成为明显的瓶颈。
- 安全隐患:
- ⚠️ 重物搬运带来的腰部损伤。
- ⚠️ 锤击时砸伤手指或崩溅碎屑伤眼。
- ⚠️ 在生产线旁频繁移动,增加被移动设备碰撞的风险。
- 质量风险:安装力度凭手感,可能过松导致运输脱落,或过紧损坏铝卷内壁。安装角度歪斜会影响后续打包。
🤖 场景B:自动化机械安装模式(解决方案)
- 流程:铝卷定位后 -> 机械手从料库抓取堵头 -> 视觉或传感器定位 -> 伺服电机驱动,平稳压入 -> 系统反馈安装完成。
- 效率提升:安装一对堵头可在15-30秒内完成,节拍稳定,不受人力疲劳影响,能与前道工序无缝衔接。
- 安全飞跃:完全实现“人机分离”,工人只需在控制室监控,彻底杜绝了安装环节的所有直接工伤风险。
- 质量保证:每次安装的压入力和深度都由程序精确控制,确保百分百合格,为高品质包装打下基础。
投资自动化安装,不仅仅是买设备,更是购买“确定的效率”和“绝对的安全”。 对于Michael经理这样希望解决效率瓶颈和安全隐患的工厂,我强烈建议将堵头自动安装站作为 风鼎机械全自动铝卷包装线 的标准模块来考虑。它将堵头选择、输送、安装整合为一个流畅的子系统,让您的包装末端真正实现智能化升级。(全自动包装线集成、伺服压入技术、人机分离安全)
4. 我的见解:堵头是系统的一环,必须与包装线整体规划!
从事包装机械行业这么多年,我服务过无数客户。一个最深刻的体会是:很多工厂管理者在规划新线或改造旧线时,容易陷入“只见树木,不见森林”的误区。他们会花大量精力研究主机的参数,却把像堵头、护角、打包带这些“附件”放在最后,随便选选。结果往往是,先进的包装主机被落后的辅助工艺拖累,整体效能大打折扣。
我的核心见解是:堵头绝非孤立的标准件,它是包装线系统工程的有机组成部分。最优的堵头解决方案,诞生于对“铝卷特性-堵头性能-安装方式-后续打包”全链条的通盘考量之中。必须用系统集成的思维,在规划包装线之初就同步确定堵头方案,才能实现保护效果、生产效率和成本控制的最大化。(包装线系统集成、全链条规划、端面保护系统)
为什么系统思维如此重要?我们可以看一个反例:一家工厂采购了速度很快的自动打包机,但为了省钱,选了需要人工逐个安装的廉价木质堵头。结果是,打包机每30秒完成一个卷,但安装堵头要花2分钟,生产线不得不停下来等待。这台高速打包机的投资完全被浪费了。
💡 如何实践系统化规划?分三步走:
- 定义最终输出:首先明确您的包装成品标准。例如,您的铝卷需要达到“海运出口、两层堆叠、零损伤”的A级标准。这个标准直接反向定义了堵头需要具备的防护等级。
- 逆向流程设计:从最终标准出发,逆向设计包装流程。要达成A级标准,堵头必须能抗压、防潮,且安装后与端面紧密贴合。这意味着您需要加强型塑料堵头 + 精准的自动安装工位 + 后续的自动缠膜和打捆来固定堵头。这些环节必须在设计时联动考虑。
- 供应商协同:与您的包装线供应商(比如我们风鼎机械)进行深度协同。告诉我们您的铝卷参数、产能目标和成品标准,我们的工程师会从系统角度,为您设计包括堵头自动上料、安装、固定在内的完整工段方案,确保各个部件(主机、机械手、堵头)之间无缝对接,就像一台精密的机器。
记住,最好的堵头,是消失在完美流程中的堵头。 当工人不再为搬运和敲打它而烦恼,当生产线不再因为它而等待,当客户收到的铝卷永远光洁如新时,您就真正掌握了包装的艺术。这需要您与一个像风鼎机械这样,不仅提供设备,更懂生产痛点、能提供整体解决方案的伙伴合作。(整体解决方案、包装流程优化、供应商深度协同)
结论
选择合适的铝卷堵头,是一项融合了材料科学、物流知识与系统工程决策。从精准选型到自动化安装,每一步都关乎效率、安全与品质。若您正规划高效的包装解决方案,不妨从了解一套完整的 铝卷包装线 开始,它已为您系统化地整合了所有关键环节。






