如何选择合适的钢卷包装生产线 - 10 个关键因素
在钢铁、有色金属加工行业摸爬滚打二十余年,我见过太多企业因选错钢卷包装线而付出高昂代价——停机延误、包装破损、客户投诉,甚至安全事故。一条合适的钢卷包装生产线绝非简单的“裹膜打捆机”,它是保障产品价值、提升物流效率、满足严苛运输要求的核心防线。本文将结合我亲身调试数百条产线的实战经验,提炼出10个决定成败的关键选型因素,助您避开雷区,精准投资。

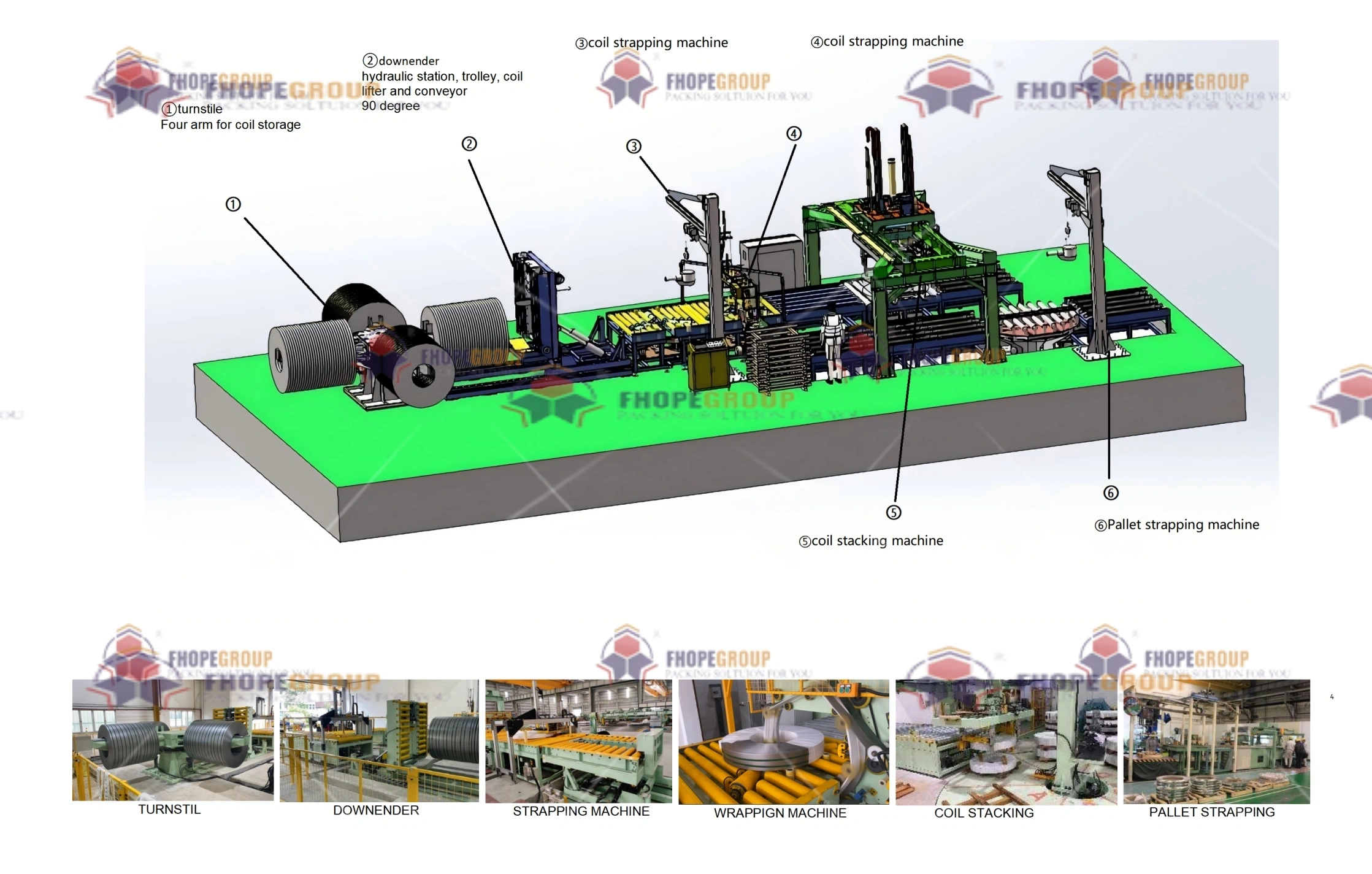
选择钢卷包装生产线的核心在于精准匹配您的产品特性(重量、尺寸、材质)、产能需求与防护等级要求,重点评估设备承载力、薄膜/捆带系统兼容性、自动化程度、工艺适配性(如防锈要求)、扩展灵活性、供应商技术实力及全生命周期成本。忽略任一环节都可能导致产能瓶颈或防护失效。
面对市场上琳琅满目的设备方案,决策者常陷入技术参数迷阵。以下10个关键维度,是我从惨痛教训中总结的“避坑指南”,帮您拨开迷雾,直击本质需求。
1. 钢卷重量与尺寸承载能力:产线设计的根基
钢卷动辄数十吨的重量,对包装线的机械结构是严峻考验。我曾目睹某厂因低估卷重,导致输送辊筒变形、升降台液压系统崩溃的惨剧。承载力绝非简单看“最大承重”数字,需拆解为静态支撑与动态负荷承受两大系统。
设备承载能力必须覆盖您最大规格钢卷的1.5倍安全系数,并考虑冲击载荷。核心验证点包括:输送辊筒的屈服强度(参考ASTM A36标准)、升降机构的液压/电机功率裕度、夹具的夹持力与重心适配设计,任何短板都可能导致系统崩溃。
1.1 动态负载分析与设备选型对照表
钢卷在输送、旋转、升降过程中的惯性冲击力常被低估。根据牛顿第二定律(F=ma),一个30吨钢卷在0.5m/s²加速度下产生的惯性力高达15kN!设备选型需严格匹配动态工况:
| 钢卷规格 | 建议最小承载系数 | 关键部件验证指标 | 典型失效案例 |
|---|---|---|---|
| ≤10吨 | 1.3倍 | 辊筒壁厚≥12mm (Q235B) | 辊筒弯曲导致跑偏 |
| 10-25吨 | 1.5倍 | 液压站压力≥21MPa (ISO 4413) | 升降不同步引发钢卷倾覆 |
| 25-40吨 | 1.8倍 | 齿轮箱扭矩裕度≥30% (AGMA 6010) | 旋转电机烧毁 |
| ≥40吨 (特种卷) | 2.0倍 | 结构件有限元分析(FEA)安全系数≥2.5 | 基座开裂 |
实战经验: 为某不锈钢厂设计40吨卷产线时,我们通过ANSYS仿真发现标准框架在急停工况下应力集中。最终采用箱型截面梁+加强筋方案,使应力分布降低42%。承载力选型切忌“踩线达标”,必须预留动态余量!
2. 薄膜与防护材料系统:成本与效能的平衡术
薄膜选型直接决定防锈周期与破损率。某汽车板客户曾因使用普通PE膜,导致海运中卷心腐蚀,索赔金额超百万。选膜需综合考量环境腐蚀性(C1-C5等级)、存储周期、成本约束。
薄膜类型选择应基于钢卷材质与环境腐蚀等级:冷轧卷/镀锌卷在室内仓储可用80μm PE膜;海运或高湿度环境必须采用5层共挤阻隔膜(含EVOH层)+ VCI防锈添加剂;不锈钢及铜卷则需低硫无氯专用膜防止表面钝化膜破坏。
2.1 阻隔膜技术参数深度解析
高端防护膜已从单纯物理屏障升级为“主动防护系统”。其核心技术参数包括:
- 氧气透过率(OTR): 衡量防氧化能力。普通PE膜约2000cc/m²·day·atm,而金属化阻隔膜可降至1cc以下(ASTM D3985)。海运卷建议选用OTR<5的型号。
- 水蒸气透过率(WVTR): 影响防潮性。热带地区应选WVTR<1g/m²·day(ASTM E96),配合干燥剂使用。
- 抗穿刺强度: 按ASTM D1709标准,建议≥400N才能抵御运输中钢筋刮擦。
- 记忆回弹率: 决定裹紧度。优质膜回弹率>70%(DIN 53371),确保长期贴附。
成本控制技巧: 我们为某客户设计“智能裹膜策略”——内层用20μm VCI防锈膜接触钢卷表面,外层覆80μm高强度回收PE膜。既满足防护要求,又降低膜成本35%。更多技术方案可参考钢卷包装线专业解决方案。
3. 产线自动化与智能化等级:隐藏的效益金矿
人工包装不仅效率低下,更存在重大安全隐患。我亲历过操作工被钢卷挤压致残的事故。自动化程度需匹配您的产能波动性与人力成本结构。
全自动钢卷包装线通过机器人上料/卸料、视觉定位系统、裹膜力度闭环控制,可实现≥20卷/小时的单线效率,人力减少70%。但半自动线(人工辅助上卷)在中小批量场景更具性价比,关键在预留升级接口。

3.1 智能控制系统的核心价值
新一代产线已从机械控制升级为数字孪生驱动。某项目导入的智能系统带来惊人收益:
- 裹膜优化算法: 基于卷径自动计算最优搭接率与张力,减少膜耗15%
- 预测性维护: 振动传感器+AI分析提前2周预警轴承故障,避免意外停机
- 质量追溯系统: 每个钢卷生成包装数据包(膜批号/张力曲线/操作员),扫码即可追溯
- 能耗管理: 变频控制使空载功耗降低40%,年省电费超10万元
选型忠告: 切勿被华而不实的“智能化”噱头迷惑!核心是看是否解决工艺稳定性(CPK≥1.33)、换规格时间(目标<5分钟)、故障自诊断率(应达90%)三大痛点。
4. 工艺适配性与扩展空间:面向未来的投资
不锈钢卷需无铁元素污染环境,铜卷则忌硫化物接触。产线必须适配您的材料特性,并预埋升级接口。
特种材料包装需定制化设计:不锈钢卷采用全不锈钢接触件+无油压缩空气;铜卷包装线需配置低硫润滑剂与防氧化气体注入系统;硅钢卷则要求恒温恒湿环境,避免绝缘涂层受损。

4.1 扩展能力评估矩阵
锁定当前需求是及格线,预留扩展空间才是真本事。建议用此表评估供应商方案:
| 扩展维度 | 关键指标 | 低配方案风险 | 高配方案优势 |
|---|---|---|---|
| 尺寸兼容性 | 可调范围(内径/外径/宽度) | 换规格需机械改装耗时>4h | 伺服调整自动完成(≤2min) |
| 工艺升级接口 | 预留I/O点数及通讯协议 | 无法接入MES系统 | 支持OPC UA/Modbus TCP |
| 产能提升潜力 | 驱动单元功率裕度 | 超10%负荷即报警停机 | 支持30%超负荷临时运行 |
| 新材料适配 | 接触件材质可更换性 | 焊接结构无法更换 | 模块化设计支持快速改造 |
血泪教训: 某厂因未预留AGV接口,2年后被迫拆线改造,损失超200万。选线时务必要求供应商提供未来5年的升级路线图!
5. 全生命周期成本与服务:被低估的决策要素
设备报价仅是冰山一角。我曾核算某条“低价线”的真实成本:3年维保费用竟超采购价的60%!真正的成本包含:
钢卷包装线全周期成本模型 = 采购成本(占30%) + 能耗(15%) + 耗材(膜/带25%) + 维护(人工+备件20%) + 停机损失(10%)。优质供应商应提供耗材优化方案(如膜耗降低技术)与远程诊断服务,将MTTR(平均修复时间)控制在4小时内。

核心服务能力评估:
- 本地化备件库: 关键备件(伺服电机/PLC模块)库存是否在300公里内?
- 远程诊断覆盖: 能否通过AR眼镜实现专家远程指导?
- 耗材供应链: 是否绑定特定品牌薄膜?兼容性如何?
- 升级承诺: 软件功能更新是否免费提供?期限多长?
谈判技巧: 要求供应商提供同型号设备在相似工况下的 “三年综合成本报告” ,重点对比吨钢包装成本(含人工/耗材/能耗费),这才是真实性价比的照妖镜。
结论
选择钢卷包装生产线是一场技术与商业的双重博弈。从承载力的机械底线,到薄膜的分子级防护;从当下的产能需求,到未来的升级空间;从看得见的设备报价,到隐形的停机成本——每个决策点都牵连着百万级的效益得失。二十年行业沉浮让我坚信:最适合的产线,永远是精准匹配您产品特性、产能节奏、发展蓝图,且拥有持续服务支撑的方案。 切勿让短期的价格诱惑,掩盖长周期的运营风险。毕竟,在钢铁的世界里,真正的成本发生在设备停转的那一刻。








