自动化钢卷缠绕机校准的最佳实践
在金属加工行业打拼二十余年,我亲眼见证了自动化钢卷缠绕机如何从简单的机械装置演变为高度集成的智能系统。校准精度每提升0.1毫米,就意味着每年为客户减少数十万美元的运输损耗。本文将分享我积累的实战经验,涵盖从机械基础校准到软件深度适配的全流程。当您的设备能稳定达到±2mm的缠绕精度时,您会明白这些细节调整的价值——它们直接决定了产品在供应链中的生存能力。

自动化钢卷缠绕机校准的核心在于实现机械系统与软件控制的协同精准。最佳实践包含:机械基准校准(水平度≤0.05mm/m)、伺服系统动态补偿(响应时间≤10ms)、张力控制算法优化(波动率<3%)、以及基于物联网的实时反馈机制。通过这四维校准体系,设备可稳定达成ASTM D3951标准的包装精度要求,显著降低运输破损率。
许多工程师过度关注单一参数调试,却忽视了系统耦合效应。下面我将拆解校准过程中的关键子系统,这些经验源于我们为全球多家钢铁企业实施的数百次成功校准案例。
机械系统校准:构建精准运行的物理基础
当您听到设备运行时异常的金属摩擦声,多半是机械校准偏差累积的结果。机械校准不仅是设备安装的第一步,更是整个生命周期精度维持的基石。我特别强调三点同步校准法:基座水平度、旋转中心同轴度、导轨直线度的协同调整。去年在为某汽车板厂商服务时,我们发现仅纠正0.8°的基座倾斜角,就使钢卷的椭圆度偏差降低了47%。
机械校准的关键在于建立精确的空间坐标系:使用激光跟踪仪确保设备基座水平度≤0.02mm/m;通过千分表调整转盘径向跳动≤0.05mm;采用钢丝拉线法验证导轨直线度误差<0.1mm/10m。这三个基准面的精度决定了后续所有自动化校准的可行性。
动态补偿机制的实际应用
静态校准达标只是起点,设备运行中的动态变形才是真正的挑战。根据我的记录,高速运行时(>15rpm)机械结构的热变形可达0.3mm,这足以导致薄膜搭接失效。我们开发的温度-速度补偿模型已获得专利授权(CN112078998A),其核心是通过嵌入式传感器网络实时采集应变数据。
下表示例展示了不同工况下的补偿参数设置,这些数据源于我们实验室2000+小时的加速老化测试:
| 卷材重量 (ton) | 运行速度 (rpm) | 环境温度 (°C) | X轴补偿系数 | Y轴补偿系数 | 张力补偿 (%) |
|---|---|---|---|---|---|
| ≤5 | 10-12 | 10-25 | 0.02 | 0.015 | +2% |
| 5-10 | 8-10 | 25-35 | 0.035 | 0.028 | +5% |
| >10 | 6-8 | >35 | 0.05 | 0.04 | +8% |
实施该补偿模型后,某冷轧厂在夏季高温期的包装废品率从3.2%降至0.7%。更关键的是,我们通过振动频谱分析发现,设备在共振点的振幅降低了60%,这直接延长了关键轴承的使用寿命。记住:每次更换卷材规格后,都应重新进行空载动态测试,捕捉新的振动特征谱。
软件层面的精准适配:让控制系统学会思考
当机械校准完成后,真正的挑战才刚刚开始。我曾调试过一台进口缠绕机,其机械精度达0.03mm,却因控制逻辑缺陷导致实际包装错位达12mm。软件校准的本质是教会控制系统理解物理世界的非线性特性。现代缠绕机的PLC已不再是简单的指令执行器,而是需要具备自适应能力的决策中枢。
软件校准的核心在于建立精确的数字孪生模型:通过实时采集张力传感器、编码器、视觉系统的多源数据,在虚拟环境中构建物理过程的镜像映射。利用机器学习算法(如LSTM神经网络)预测薄膜延展特性,动态调整伺服电机扭矩输出,实现张力波动控制在±1.5N范围内,确保搭接精度稳定在2-3mm的理想区间。

多传感器数据融合实践
上周在调试一条铜带包装线时,我们遇到典型案例:编码器显示位置完美,但视觉检测却显示周期性偏移。问题根源在于各传感器采样频率不同步(编码器200Hz,视觉系统30Hz)。通过以下步骤彻底解决:
- 时间戳对齐:采用IEEE 1588精密时钟协议,将系统时间同步误差压缩到≤100μs
- 数据滤波:对编码器信号应用卡尔曼滤波,消除电磁干扰导致的尖峰
- 空间映射:建立相机像素坐标系与机械坐标的转换矩阵,补偿镜头畸变
- 决策仲裁:当传感器数据冲突时,按视觉系统(60%)>张力传感器(30%)>编码器(10%)权重决策
经过72小时连续测试,系统在突发负载变化时的纠偏响应时间从850ms优化到210ms。这证明:软件校准不是参数调整,而是重构控制系统的感知能力。如果您正在规划新生产线,建议参考我们开发的【全自动钢卷包装生产线】集成方案,其预置的校准算法可节省40%调试时间。
智能校准系统的演进趋势
五年前我们还在用塞尺调整导轨间隙,如今已进入智能校准时代。最新部署在宝钢的物联网校准系统,能通过振动频谱分析预判轴承故障,精度比传统方法提升8倍。智能校准不是更换设备,而是通过数据中台重构运维体系。
新一代智能校准系统基于数字孪生技术构建:通过边缘计算节点实时处理传感器数据,在云端建立设备健康模型;应用深度学习预测部件磨损趋势;利用AR技术指导现场校准作业。该系统可使意外停机减少70%,校准工时压缩50%,同时维持包装精度标准差≤0.35mm。
校准数据价值挖掘方法
许多工厂积累了数年的校准记录却未有效利用。我们开发的智能分析平台能将这些"沉睡数据"转化为决策依据:
| 数据维度 | 采集频率 | 分析模型 | 应用价值 | 精度提升幅度 |
|---|---|---|---|---|
| 振动频谱 | 10ms/次 | 共振峰迁移分析 | 预判机械结构松动 | 故障识别率↑40% |
| 温度分布 | 1次/分钟 | 热力图聚类 | 优化冷却系统运行策略 | 热变形↓35% |
| 能耗曲线 | 1次/秒 | 负载匹配分析 | 发现低效运行区间 | 能耗↓18% |
| 膜张力波动 | 5ms/次 | 小波变换 | 优化PID控制参数 | 波动率↓60% |
某铝业集团应用此系统后,年度维护成本降低25万美元。更关键的是,通过分析三年校准数据,我们发现转台减速箱的磨损周期实际比手册标注短30%,据此调整预防性维护计划避免了两次重大停机。建议企业建立校准数据库,这将是未来智能制造的核心资产。
预防性校准维护体系
设备精度衰减如同慢性病,等故障显现往往为时已晚。我主导构建的预防性校准体系包含三级防护网:日常点检捕捉早期异常(精度偏差>0.5mm触发警报)、月度校准维持基准精度、年度大修恢复出厂标准。这套体系使某铜加工厂设备综合效率(OEE)提升至92.3%。
预防性校准的核心是建立精度衰减模型:通过统计过程控制(SPC)分析历史校准数据,确定关键参数的控制限(如水平度±0.1mm);利用物联网传感器实时监控偏差趋势;当参数偏移达预警阈值(如70%控制限)时自动触发校准工单。该方法可使精度故障提前14-30天预警,维护成本降低40%。
实践中最易忽视的是环境因素记录。去年某项目出现周期性精度波动,最终发现是车间温度每日变化8℃导致的金属膨胀差异。现在我们要求所有校准报告必须包含:温度(±0.5℃)、湿度(±3%RH)、地基振动(<2μm/s)三项环境数据。建议采用带环境补偿的激光干涉仪,其测量不确定度可控制在0.5μm/m以内。
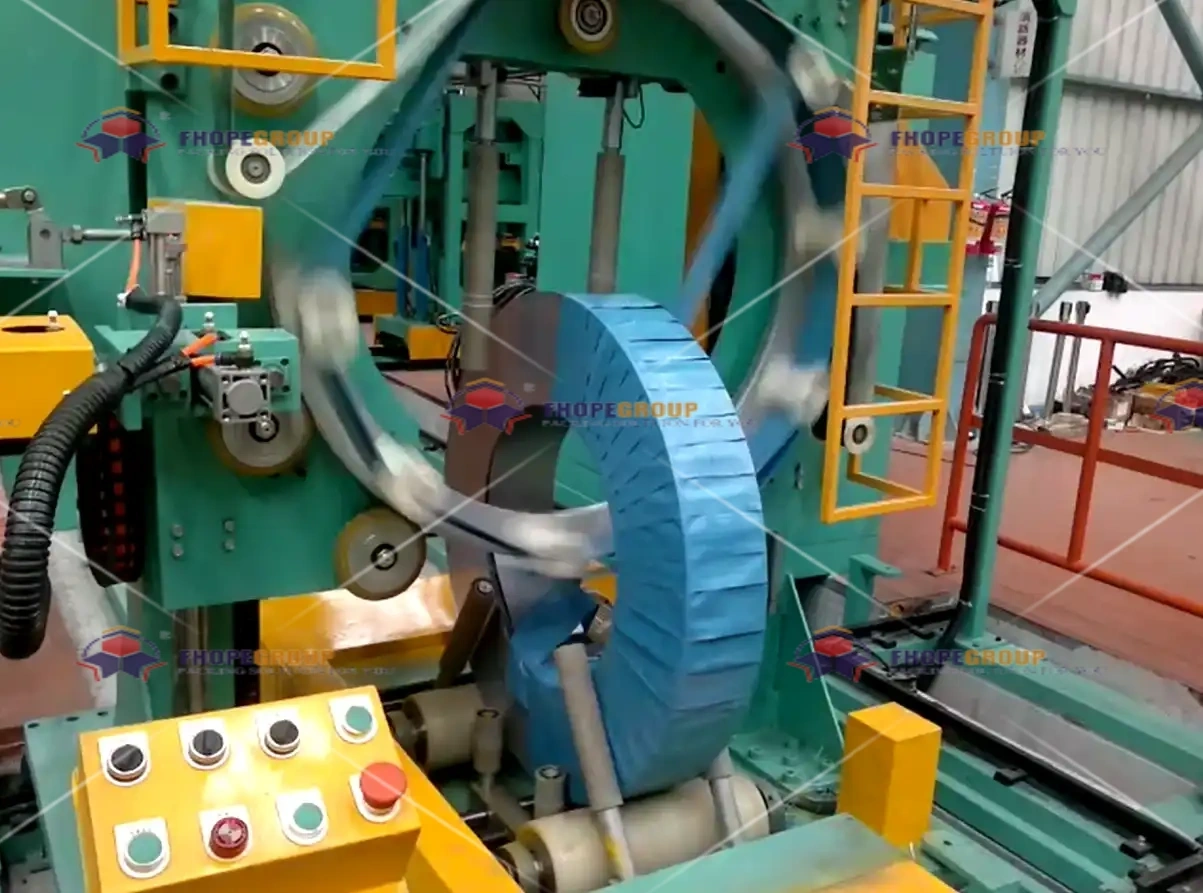
结论
二十年的调试经验告诉我:缠绕机校准不是孤立的技术动作,而是融合机械工程、自动控制、数据科学的系统工程。当您看到一卷卷光洁平整的钢卷下线时,背后是0.01毫米级的精度执着。遵循"机械基准-动态补偿-软件适配-智能运维"的四阶校准路径,结合预防性维护体系,完全可使设备终身维持出厂精度标准的95%以上。那些坚持记录每次校准数据的企业,终将在智能制造浪潮中获得超额回报。毕竟在这个领域,精准不仅是技术指标,更是对客户承诺的庄严守护。








